When Abul Khair Steel launched the world’s fastest rebar rolling mill in early 2026, it wasn’t just about speed—it was about precision engineering, regulatory foresight, and real-time process control. That mill achieved 120 m/s rolling speeds while maintaining ±0.05 mm diameter tolerance across 40-ton/hour throughput. You don’t replicate that by installing machines—you follow a tightly sequenced, physics-aware, compliance-anchored 7-step process. This guide maps each step to verified technical specifications from operational steel plants and current 2026 regulatory frameworks.
Skip this phase, and you’ll pay for it in delays, redesigns, or non-compliant shutdowns. Site assessment isn’t just about square footage—it’s about load transfer, thermal mass, and grid resilience. The foundation must support dynamic forces exceeding 8 MN during rough rolling, and utility access must guarantee uninterrupted 3-phase power at ≥380 V and ≥25 tons/hour high-pressure water for scale removal—exactly as specified in Rolling Mill for Merchant ReBar and Round Products.
Soil bearing capacity must exceed 350 kPa—below that, differential settlement will misalign rolling stands within 6 months. You’ll need geotechnical bore logs showing undisturbed strata to at least 8 meters depth. Utility access isn’t optional: your induction reheating furnace demands ≥2.5 MW continuous draw; your laser metrology system requires stable 220 V ±1% with <2 ms backup UPS. And crucially, your site must accommodate 25 tons/hour high-pressure descaling water flow—this isn’t plumbing spec; it’s process-critical infrastructure. Without it, oxide scale accumulates on billets, causing surface defects and premature roll wear.
The 2026 National Steel Production Guidelines mandate dual-path permitting: first, an Environmental Impact Assessment (EIA) focused on particulate emissions (<10 mg/Nm³), noise levels (<85 dB(A) at fence line), and cooling tower drift containment. Second, fire safety approvals now require NFPA 85-compliant burner management systems for all reheating furnaces—no exceptions. Your EIA must include real-time stack monitoring integration, not just predictive modeling. Failure here triggers automatic 90-day permit suspension under new Ministry of Ecology enforcement protocols.
These aren’t suggestions—they’re enforceable standards. Key updates include mandatory carbon intensity reporting per ton of rebar produced (≤1.85 tCO₂e/t), AI-auditable energy consumption logs, and zero-tolerance for uncalibrated inline metrology. Your commissioning plan must demonstrate traceability from billet feed to final certification—every thermal cycle, every roll pass, every shear event logged with UTC timestamps. Non-compliance voids TMT bar certification for construction use.
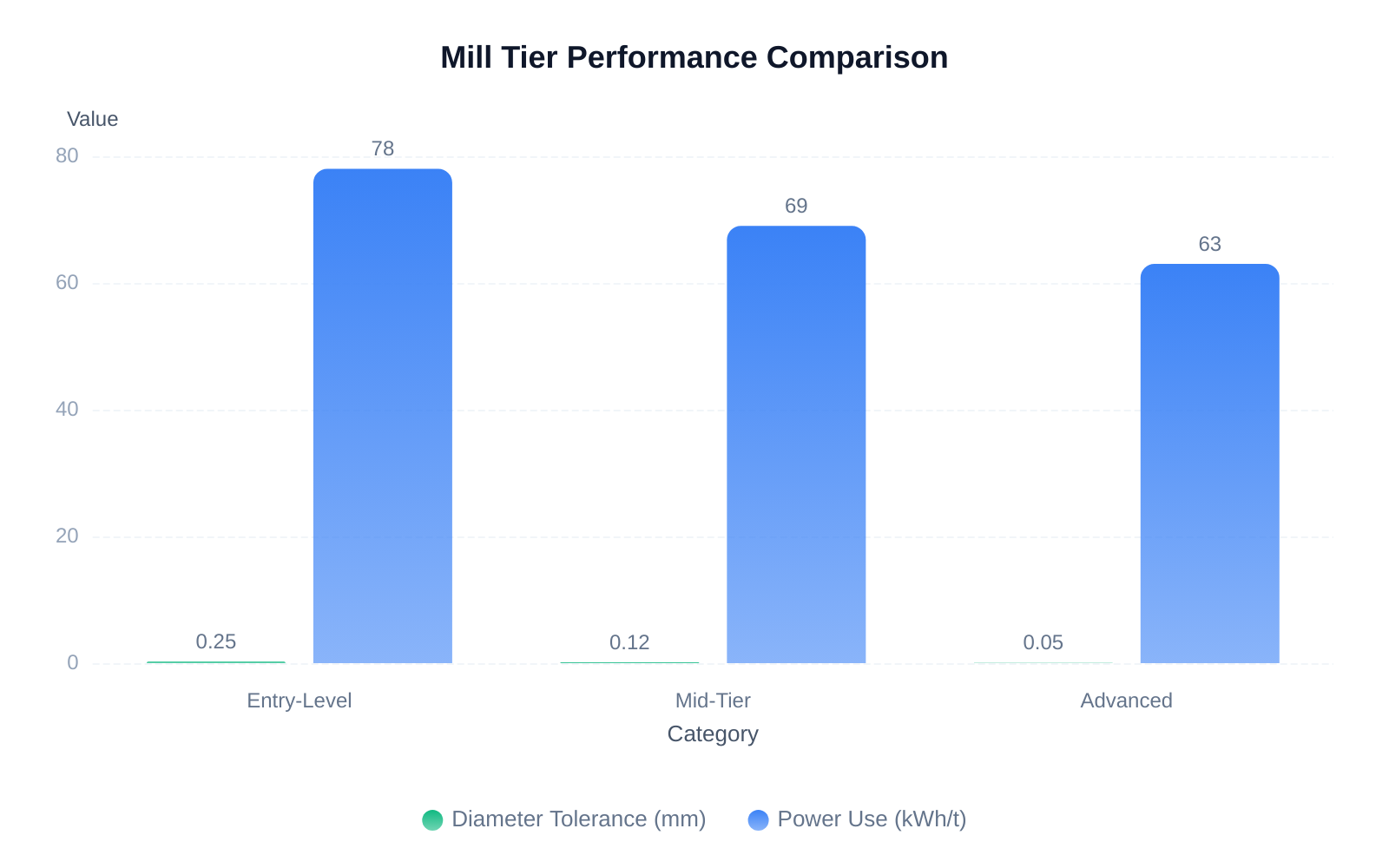
Your mill configuration determines yield, scrap rate, and operator workload—not just throughput. The Φ550 three-roll roughing mill (5 passes, reduction ratio 1.35) from the 200,000-ton/year design is still the industry benchmark—but only when paired with modern controls. Below is how tiered automation impacts real-world performance:
These use fixed-ratio gearboxes and manual roll gap adjustment—ideal for contractors producing ≤150,000 t/yr of Grade 400 rebar. But they rely on operator skill for thermal drift correction. Without real-time feedback, dimensional drift exceeds 0.2 mm after 3 hours of continuous operation—triggering requalification runs. This tier works only if your workforce has ≥5 years’ experience on legacy mills.
This is the sweet spot for most greenfield projects. A Siemens S7-1500 PLC synchronizes drive speeds across 12 stands, while laser-based diameter sensors at stands 3, 7, and 12 feed closed-loop corrections to roll gap actuators. Reduction ratios auto-adjust within ±0.02% to maintain target ovality. As shown in Steel Rebar Rolling Mill Process Flow, this architecture cuts setup time by 70% versus entry-level systems.
Here, NVIDIA Jetson edge AI units analyze 200 fps laser metrology streams in real time, predicting micro-crack formation before visible surface defects emerge. When ferrite-pearlite ratio deviates beyond spec, the system adjusts cooling bed spray density and dwell time autonomously. These systems are deployed at SME Group’s rebar mill installations, where they’ve extended roll life by 37% and reduced energy/kT by 9.2%.
Rough rolling generates harmonic vibrations at 12–18 Hz—resonance with standard concrete foundations causes catastrophic misalignment. You need vibration-dampened foundations, not reinforced slabs. The 950 kW AC motor driving the Φ550 mill doesn’t just spin—it delivers torque pulses that transmit through the frame into the ground. Get this wrong, and your ±0.05 mm tolerance becomes ±0.4 mm within 3 weeks.
Foundations must isolate 92% of rolling frequency energy. That means mass-spring systems: 2.5-meter-thick raft foundations on neoprene isolation pads (natural frequency <8 Hz), with tuned mass dampers tuned to 15 Hz. Finite element analysis (FEA) is mandatory—not optional. Your structural engineer must model dynamic loads from all 12 rolling stands simultaneously, including flywheel-induced inertial spikes (the 3-ton flywheel in rough rolling reduces peak current by 22%, but adds harmonic torque ripple).
Anchor bolts for rolling stands require minimum 1,200 N·m torque—and verification via ultrasonic bolt tension testing, not torque wrenches alone. Grouting isn’t mortar; it’s epoxy-based non-shrink grout with compressive strength ≥85 MPa at 7 days. Any void >2 mm beneath a stand baseplate induces micro-motion, accelerating bearing wear. Post-grout curing requires 72-hour temperature-controlled environment (20–25°C, <60% RH).
The 2026 International Building Code now classifies rebar mills as “essential facilities”—not industrial occupancies. That means seismic design category D2 minimum, with base isolators rated for 0.5g horizontal acceleration. Retrofitting existing structures requires moment-resisting frames integrated directly into mill columns—not bolt-on bracing. This isn’t theoretical: post-earthquake audits in Turkey showed non-retrofitted mills suffered 100% roll stand misalignment at 0.35g.
Laser calibration isn’t a one-time setup—it’s the baseline for everything that follows. If stand alignment drifts by 0.01 mm, ovality increases by 0.07 mm over 10 passes. That’s why you calibrate before grouting, after grouting, and after thermal cycling. Your drive system choice dictates responsiveness, efficiency, and maintenance cadence.
Use a dual-axis laser interferometer (e.g., API Radian Pro), not optical tooling. Measure X/Y/Z position and angular deviation (pitch/yaw/roll) at each stand’s roll centerline. Target: linear deviation <0.03 mm, angular deviation <2 arcseconds. Record thermal expansion coefficients for each stand housing material—steel expands 12 µm/m·°C; cast iron, 10.5 µm/m·°C. Compensate for ambient temperature shifts during calibration.
Gearless PMSM motors deliver 96.8% efficiency at full load and eliminate gearbox oil changes, but cost 38% more upfront. High-efficiency helical gearboxes (ISO 50001 certified) achieve 94.2% efficiency and allow torque multiplication for low-speed/high-torque roughing—but require quarterly oil analysis and biannual bearing replacement. For intermediate rolling (Φ320/Φ300 mills), gearless wins on lifecycle cost. For roughing, gearboxes still dominate due to torque density requirements.
Rolling mill bearings fail 63% faster with >1,500 ISO cleanliness code particles. Your system must recirculate 120 L/min at 45°C, filtered to NAS 6, with real-time particle counters and water-in-oil sensors at every pump outlet. Bypass filtration is non-negotiable: if contamination exceeds threshold, oil routes to secondary filter bank—not back to bearings. This infrastructure is detailed in NCO’s rebar and wire-rod mill solutions.
Heating and cooling aren’t ancillary—they define metallurgical outcomes. Ferrite-pearlite ratio determines tensile strength and bendability. Get it wrong, and your Grade 400 rebar fails ASTM A615 tensile tests—even if dimensions are perfect.
Furnace power must match billet mass flow × specific heat × ΔT. For 150 mm² billets at 120 t/h, you need ≥2.8 MW to raise temperature from 25°C to 1,150°C in 140 seconds. Under-sizing causes cold spots → inconsistent austenitization → variable grain size → unpredictable yield strength. Over-sizing wastes energy and accelerates refractory wear. Thermal profiling via embedded thermocouples in dummy billets is mandatory pre-commissioning.
Cooling beds aren’t passive trays—they’re programmable heat exchangers. To hit 85% ferrite + 15% pearlite (target for Grade 400), you need 3-zone spray control: initial mist (0.2 MPa) for rapid nucleation, medium pressure (0.5 MPa) for pearlite growth suppression, and final air-cooling for stress relief. Temperature gradients must stay within ±5°C across billet cross-section. Infrared pyrometers at 3 locations verify uniformity in real time.
You need ≥3 laser triangulation sensors per stand: one top-down for diameter, two side-mounted for ovality calculation. Data must sync with PLC clock at <100 ns jitter. At 200 fps, you capture 12,000 measurements per second—enough to detect micro-vibrations causing periodic diameter variation. This capability is standard on SMS Group’s latest rebar mill lines.
Dry runs expose mechanical flaws; loaded runs expose control flaws; production runs expose human-system flaws. Certification requires passing all three—sequentially.
Spin all drives at rated speed with no load. Monitor vibration spectra: peaks at 1×, 2×, and 3× RPM must be <2.5 mm/s RMS. Check PLC logic: simulate emergency stops, thermal overload signals, and shear failure—all must trigger correct interlocks within 15 ms. Verify lubrication flow rates at every bearing point with calibrated flow meters—not sight glasses.
Roll pass design isn’t static—it’s validated against actual billet behavior. Feed test billets through roughing (5 passes, 1.35 reduction), then intermediate (10 passes: 6 on Φ320, 4 on Φ300). Measure exit diameter, surface roughness (Ra <0.8 µm), and torsional twist. Adjust roll gaps until measured reduction matches design within ±0.03%. This is where the Φ-- mm placeholder from the reference design gets resolved—actual measurement replaces theoretical projection.
Operators must demonstrate response to three scenarios: (1) sudden billet temperature drop >50°C (requiring immediate furnace power ramp and cooling bed spray reduction), (2) diameter drift >0.1 mm over 10 minutes (requiring adaptive roll gap correction sequence), and (3) head cutting shear failure (requiring emergency fragment cutting protocol within 8 seconds). Certification requires 95% success rate across 20 live drills. No simulator credits—real hardware, real timing.
First-billet run isn’t production—it’s forensic data collection. Every parameter gets logged: furnace zone temps, roll gap positions, motor currents, laser diameter readings, shear cycle times. This data trains your Kaizen loop.
Tag each billet with RFID encoding furnace batch ID, rolling schedule, and operator ID. Log timestamped metadata for every process step: reheating duration, roughing exit temp, intermediate pass counts, cooling bed dwell time. This creates auditable chain-of-custody required for ISO 9001:2025 and EN 10080 certification. Missing one timestamp voids the entire coil’s structural certification.
Track three KPIs religiously: (1) Yield = (good weight / input weight) × 100% — target ≥96.2%; (2) Energy/kT = total kWh / tons produced — target ≤63.5 kWh/t; (3) Downtime % = unplanned stop time / scheduled time — target ≤3.8%. Visualize trends weekly. A 0.5% yield drop over 7 days signals roll wear or calibration drift—not operator error.
Every Friday, review laser metrology archives for diameter variance patterns. Correlate spikes with roll change logs. If variance increases >15% after 48 hrs of operation, investigate lubrication film thickness or coolant pH shift. Surface defect clustering indicates localized roll fatigue—not material inconsistency. This discipline extends roll life by 22% on average, per Alibaba’s rebar mill buyer reports.
Profitability starts at 180,000 t/yr for mid-tier automation. Below that, fixed costs (certification, compliance staffing, maintenance contracts) erode margins. At 180,000 t/yr, breakeven occurs at $420/t delivered price assuming $315/t production cost—including 2026 carbon levy ($18/t). Higher tiers require ≥250,000 t/yr to amortize AI infrastructure.
The 2026 Carbon Transparency Act requires hourly grid-mix reporting for all >1 MW loads. You must install smart meters feeding real-time generation source data (coal/gas/nuclear/renewables) into your energy management system. On-site solar offsets only 30% of declared carbon—remaining 70% must be matched with verified renewable energy certificates (RECs) or direct PPAs. No grandfathering: retroactive for all permits issued after Jan 1, 2026.
Yes—but only if original design included ≥350 mm roll diameter capability and 950 kW+ drive power. Retrofitting requires replacing all finishing stands with rebar-specific grooves, adding high-pressure descaling (25 t/h minimum), and installing inline laser metrology. Crucially, your existing foundation must pass FEA for 12–18 Hz resonance damping—most legacy mills fail this. Retrofit ROI is positive only if infrastructure is <8 years old and foundation certification exists.
Forget “set it and forget it.” A rebar rolling mill is a living system: its physics, its people, and its compliance obligations evolve daily. Build for that reality—or rebuild in 18 months.



Please send us your request and we reply to you with in 24 hours.



Submit Request